

как дети малые, ей богу.
вроде же уже делал тут инструкцию по установке прокладок на эти моторы.
еще раз повторить?
надо собрать фото и подготовить материалы.
позже выложу, в этой теме.
проблема с двигателем д-245.9
Модераторы: AB-Engine, Aston, Администраторы
Re: проблема с двигателем д-245.9
здравствуйте уважаемые мотористы.устанавливаю гбц на данный двигатель строго по мануалу!! используя динаметрический ключ , соблюдая заданную поочередность болтов затягиваю с нужным моментом!!
Re: проблема с двигателем д-245.9
как обещал, выкладываю мануал по установке гильз и ГБЦ на ДВС Д-240 серии и Д-260.
Значит так, сразу скажу, паронитовые прокладки я рассматривать вообще не буду.
В сортах нынешнего кала не разбираюсь и не собираюсь разбираться.
Могу сказать только две вещи.
1. Если вы хотите что бы паронит хоть немного поработал, то его надо перетягивать, два, а то и три раза. Первый раз – завели мотор, прогрели его до рабочей температуры, дали остыть, пережали ГБЦ. Второй – двадцать-тридцать моточасов, или 300-600км. Третий – после 70 моточасов или 1500-2000км. (совет на мое понимание, на абсолютную истину не претендует. Но, как показывает практика, работает вполне)
2. Фторопластовое кольцо от пробоя прокладки ГБЦ не спасает. Никак. Вообще никак. Оно предназначено для вытеснения паразитного объема. Все, больше ни для чего. Если вы его не поставите никакой разницы не заметите.
Теперь по поводу болтов ГБЦ.
Их несколько видов, пять и больше, возможно. Но будем делить их на два с половиной. (Половина это старые и новые) Есть болты стандартные, где резьба только на конце, и есть с полной резьбой. Те которые с полной резьбой при снятии выкидываем сразу, хотя они есть условно одноразовые и условно многоразовые. Но какие из них какие, по моему даже завод уже запутался и больше их не применяет вообще. Те, которые с неполной резьбой тоже были с прибабахом, но работают они нормально все, поэтому их сортируем на пригодные и непригодные. Как – сами знаете.
Едем дальше. Привалочная поверхность ГБЦ и блока. Так как рассматриваем только металлическую прокладку, то ГБЦ однозначно в мехобработку. Что там будет – шлифовка или фрезеровка, все зависит от ваших предпочтений или возможностей. Главное что бы было сделано качественно. По чистоте обработки есть вопросы, я точно не скажу, какой должен быть класс и категория, нам и шлифовали и фрезеровали, работает и так и так. Главное что бы не в зеркало но и не волна. По привалочной блока, обрабатываем довольно редко, когда там уже действительно «лунный пейзаж» или блок явно кривой.
Тут же коснемся течи ОЖ из под прокладки ГБЦ. На 240-й серии течет очень редко. Даже никогда, если конечно не попала грязь при сборке. А она любит выпасть из каналов охлаждения на прокладку при установке ГБЦ. Если плохо помыто.
А вот в Д-260 “мистика какая-то” текло даже при обоих шлифованных привалочных, качественной (о качестве прокладки чуть позже) прокладке, и правильной затяжке. Что делаем, герметик, да обычный прокладочный герметик, локтайт или виктор рейнц, тонким слоем вокруг отверстий каналов охлаждения на блок. !!!!Только на блок!!!! На данной модели теперь используем герметик всегда.
Усилие затяжки болтов ГБЦ. Тянем по стандартной схеме в три этапа. Надеюсь напоминать, что болты и шайбы смазываем маслом, а отверстия тщательно вычищаем-продуваем не надо?
Первая затяжка – гайковерт на двоечке. Не стучим, прикоснулся и хватит.
Вторая – 140-160Нм
Третья – 220-240Нм если болт “поплыл” – меняем. Металлическую прокладку не перетягиваем, никогда и никому.
Кстати, для удаления грязи из отверстия отлично себя зарекомендовали специально подготовленные болты ГБЦ. Берется обычный болт ГБЦ, лучше даже с полной резьбой, например от DEUTZ – 1013 или же даже ММЗ с полной резьбой и вдоль болта болгаркой делаются три-четыре пропила на максимальную длину. Им и прогоняешь резьбу. Если делать это гайковертом, то быстро и легко справляешься с этой процедурой.
Добрались до посадочных.
Еще при разборке, сразу после снятия ГБЦ делаем контрольные замеры выступания гильз. Сняли головку, прокладку. Металлическую щетку крацовку на дрель или болгарку и чистим между гильзами и края гильз к перемычкам. Берем прибор ГИ-100 (будет на фотографиях) и ставим на гильзы так, что бы ножка стала на перемычку (перемычка бывает сильно корродирована тогда смещаем немного к сторонам блока) выставляем Ноль и смещаем прибор вправо-влево на бурт гильзы) и так по всем гильзам. На край (первый, четвертый не лезем, нечего там делать) В идеале мы должны увидеть выступание бурта 10 соток но идеал бывает довольно редко. Часто ноль при перемещении по блоку от края к края, с пары на пару уходит. Это предварительно говорит о том, что блок кривой. Промерили, увидели, запомнили-записали результат. Разбираем мотор дальше.
Выбили гильзы, сразу же вооружаемся болгаркой со щеткой и вычищаем упорные бурты начисто, смотрим на них внимательно. Должны быть ровными, сказать что бы идеально ровными, такого не бывает, даже на новых бывает не бывает. Дальше будут фото, чего собирать категорически нельзя. Посмотрели бурты, если все выглядит неплохо, то проверяем блок по постелям распредвала, коленвала и прочие проверки.
Прошел предварительную проверку – в мойку.
Отмыли, не забыли перед мойкой вытащить уплотнительные кольца! Чистим блок по привалочной, посадочные, упорные бурты, часто в верхней части, на пояске ниже упорного бурта много ржавчины и накипи, ее необходимо снять, мы используем наждачный радиальняй лепестковый круг, не зверствуя, просто снять грязь. Опять внимательно осматриваем упорные бурты. Не должно быть явных следов износа.
Вставляем новые гильзы без уплотнительных колец в блок. Гильза должна заходить под собственным весом и вращаться в блоке легко, бывает, конечно, что гильза немного подвисает (было замечено только на Deutz 1012, 1013) перед тем как сядет на место, но когда она уже села, то должна легко проворачиваться. Часто бывает на поясе уплотнительных колец, со стороны масляного картера, при выбивании гильз, еще до вас, могут понаделать забоин ударным инструментом, они не дают гильзе легко сесть на место и вращаться. (легко находятся осмотром пояса со стороны масляного картера при нормальном освещении) Бывало даже с завода оставался шлак или не устраненный дефект отливки, который давил на гильзу. Все осматриваем внимательно и устраняем.
Опять берем ГИ-100 и располагаем на парных гильзах. Выступание должно быть от 5 до 11 соток, разница между гильзами не более 3 соток. На края так же не лезем. Если в процессе перемещения по блоку опять уходит Ноль (немного непонятно, но в процессе сами поймете) , то ищем грязь, ее же ищем на буртах и гильзах. Если все чисто, то пробуем менять гильзы местами. Да, попадались гильзы с разной высотой бурта, но очень редко. Если ничего не получается… то что же поделаешь, блок в мехобработку, править посадочные и привалочную. Кстати, если немного пляшет Ноль, до трех - пяти соток, то такие блоки в принципе нормально работают и это не является поводом его шлифовать. (но опять же надо смотреть, если атмосферник, то пойдет, если турбо, то думай, если евро три или четыре, то трижды подумай, а надо оно тебе,)
Все, выставили, все в норме, ставим уплотнительные кольца и гильзы на место.
Насчет прокладок. Мы ставим прокладки производства Фритекс или ММЗ (видимо тот же Фритекс, но маркирован для ММЗ их логотипом) раньше были какие-то польские, но их уже давно нет. Всякий “ноунейм” даже не рассматриваем как прочие металлизированные бутерброды. Где два слоя консервной жести с асбестом между слоями, да, бывают и такие.
Ну собственно говоря и все.
Дальше будут фотографии с кратким пояснениями.
Если остались вопросы – задавайте, по мере возможности буду отвечать.
Значит так, сразу скажу, паронитовые прокладки я рассматривать вообще не буду.
В сортах нынешнего кала не разбираюсь и не собираюсь разбираться.
Могу сказать только две вещи.
1. Если вы хотите что бы паронит хоть немного поработал, то его надо перетягивать, два, а то и три раза. Первый раз – завели мотор, прогрели его до рабочей температуры, дали остыть, пережали ГБЦ. Второй – двадцать-тридцать моточасов, или 300-600км. Третий – после 70 моточасов или 1500-2000км. (совет на мое понимание, на абсолютную истину не претендует. Но, как показывает практика, работает вполне)
2. Фторопластовое кольцо от пробоя прокладки ГБЦ не спасает. Никак. Вообще никак. Оно предназначено для вытеснения паразитного объема. Все, больше ни для чего. Если вы его не поставите никакой разницы не заметите.
Теперь по поводу болтов ГБЦ.
Их несколько видов, пять и больше, возможно. Но будем делить их на два с половиной. (Половина это старые и новые) Есть болты стандартные, где резьба только на конце, и есть с полной резьбой. Те которые с полной резьбой при снятии выкидываем сразу, хотя они есть условно одноразовые и условно многоразовые. Но какие из них какие, по моему даже завод уже запутался и больше их не применяет вообще. Те, которые с неполной резьбой тоже были с прибабахом, но работают они нормально все, поэтому их сортируем на пригодные и непригодные. Как – сами знаете.
Едем дальше. Привалочная поверхность ГБЦ и блока. Так как рассматриваем только металлическую прокладку, то ГБЦ однозначно в мехобработку. Что там будет – шлифовка или фрезеровка, все зависит от ваших предпочтений или возможностей. Главное что бы было сделано качественно. По чистоте обработки есть вопросы, я точно не скажу, какой должен быть класс и категория, нам и шлифовали и фрезеровали, работает и так и так. Главное что бы не в зеркало но и не волна. По привалочной блока, обрабатываем довольно редко, когда там уже действительно «лунный пейзаж» или блок явно кривой.
Тут же коснемся течи ОЖ из под прокладки ГБЦ. На 240-й серии течет очень редко. Даже никогда, если конечно не попала грязь при сборке. А она любит выпасть из каналов охлаждения на прокладку при установке ГБЦ. Если плохо помыто.
А вот в Д-260 “мистика какая-то” текло даже при обоих шлифованных привалочных, качественной (о качестве прокладки чуть позже) прокладке, и правильной затяжке. Что делаем, герметик, да обычный прокладочный герметик, локтайт или виктор рейнц, тонким слоем вокруг отверстий каналов охлаждения на блок. !!!!Только на блок!!!! На данной модели теперь используем герметик всегда.
Усилие затяжки болтов ГБЦ. Тянем по стандартной схеме в три этапа. Надеюсь напоминать, что болты и шайбы смазываем маслом, а отверстия тщательно вычищаем-продуваем не надо?
Первая затяжка – гайковерт на двоечке. Не стучим, прикоснулся и хватит.
Вторая – 140-160Нм
Третья – 220-240Нм если болт “поплыл” – меняем. Металлическую прокладку не перетягиваем, никогда и никому.
Кстати, для удаления грязи из отверстия отлично себя зарекомендовали специально подготовленные болты ГБЦ. Берется обычный болт ГБЦ, лучше даже с полной резьбой, например от DEUTZ – 1013 или же даже ММЗ с полной резьбой и вдоль болта болгаркой делаются три-четыре пропила на максимальную длину. Им и прогоняешь резьбу. Если делать это гайковертом, то быстро и легко справляешься с этой процедурой.
Добрались до посадочных.
Еще при разборке, сразу после снятия ГБЦ делаем контрольные замеры выступания гильз. Сняли головку, прокладку. Металлическую щетку крацовку на дрель или болгарку и чистим между гильзами и края гильз к перемычкам. Берем прибор ГИ-100 (будет на фотографиях) и ставим на гильзы так, что бы ножка стала на перемычку (перемычка бывает сильно корродирована тогда смещаем немного к сторонам блока) выставляем Ноль и смещаем прибор вправо-влево на бурт гильзы) и так по всем гильзам. На край (первый, четвертый не лезем, нечего там делать) В идеале мы должны увидеть выступание бурта 10 соток но идеал бывает довольно редко. Часто ноль при перемещении по блоку от края к края, с пары на пару уходит. Это предварительно говорит о том, что блок кривой. Промерили, увидели, запомнили-записали результат. Разбираем мотор дальше.
Выбили гильзы, сразу же вооружаемся болгаркой со щеткой и вычищаем упорные бурты начисто, смотрим на них внимательно. Должны быть ровными, сказать что бы идеально ровными, такого не бывает, даже на новых бывает не бывает. Дальше будут фото, чего собирать категорически нельзя. Посмотрели бурты, если все выглядит неплохо, то проверяем блок по постелям распредвала, коленвала и прочие проверки.
Прошел предварительную проверку – в мойку.
Отмыли, не забыли перед мойкой вытащить уплотнительные кольца! Чистим блок по привалочной, посадочные, упорные бурты, часто в верхней части, на пояске ниже упорного бурта много ржавчины и накипи, ее необходимо снять, мы используем наждачный радиальняй лепестковый круг, не зверствуя, просто снять грязь. Опять внимательно осматриваем упорные бурты. Не должно быть явных следов износа.
Вставляем новые гильзы без уплотнительных колец в блок. Гильза должна заходить под собственным весом и вращаться в блоке легко, бывает, конечно, что гильза немного подвисает (было замечено только на Deutz 1012, 1013) перед тем как сядет на место, но когда она уже села, то должна легко проворачиваться. Часто бывает на поясе уплотнительных колец, со стороны масляного картера, при выбивании гильз, еще до вас, могут понаделать забоин ударным инструментом, они не дают гильзе легко сесть на место и вращаться. (легко находятся осмотром пояса со стороны масляного картера при нормальном освещении) Бывало даже с завода оставался шлак или не устраненный дефект отливки, который давил на гильзу. Все осматриваем внимательно и устраняем.
Опять берем ГИ-100 и располагаем на парных гильзах. Выступание должно быть от 5 до 11 соток, разница между гильзами не более 3 соток. На края так же не лезем. Если в процессе перемещения по блоку опять уходит Ноль (немного непонятно, но в процессе сами поймете) , то ищем грязь, ее же ищем на буртах и гильзах. Если все чисто, то пробуем менять гильзы местами. Да, попадались гильзы с разной высотой бурта, но очень редко. Если ничего не получается… то что же поделаешь, блок в мехобработку, править посадочные и привалочную. Кстати, если немного пляшет Ноль, до трех - пяти соток, то такие блоки в принципе нормально работают и это не является поводом его шлифовать. (но опять же надо смотреть, если атмосферник, то пойдет, если турбо, то думай, если евро три или четыре, то трижды подумай, а надо оно тебе,)
Все, выставили, все в норме, ставим уплотнительные кольца и гильзы на место.
Насчет прокладок. Мы ставим прокладки производства Фритекс или ММЗ (видимо тот же Фритекс, но маркирован для ММЗ их логотипом) раньше были какие-то польские, но их уже давно нет. Всякий “ноунейм” даже не рассматриваем как прочие металлизированные бутерброды. Где два слоя консервной жести с асбестом между слоями, да, бывают и такие.
Ну собственно говоря и все.
Дальше будут фотографии с кратким пояснениями.
Если остались вопросы – задавайте, по мере возможности буду отвечать.
Re: проблема с двигателем д-245.9
Использование ГИ-100
установка на ноль, ножка на перемычке между гильзами.
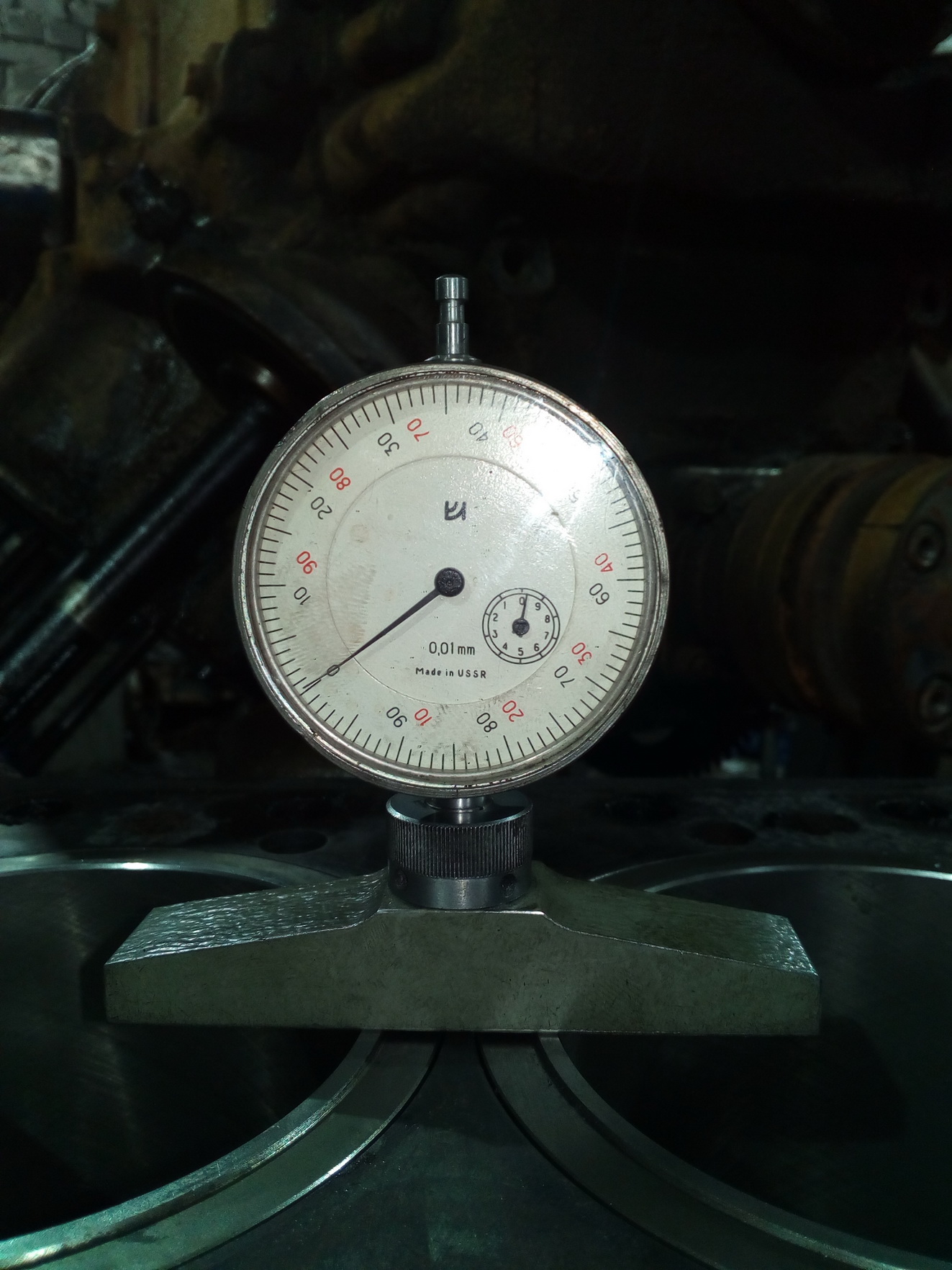
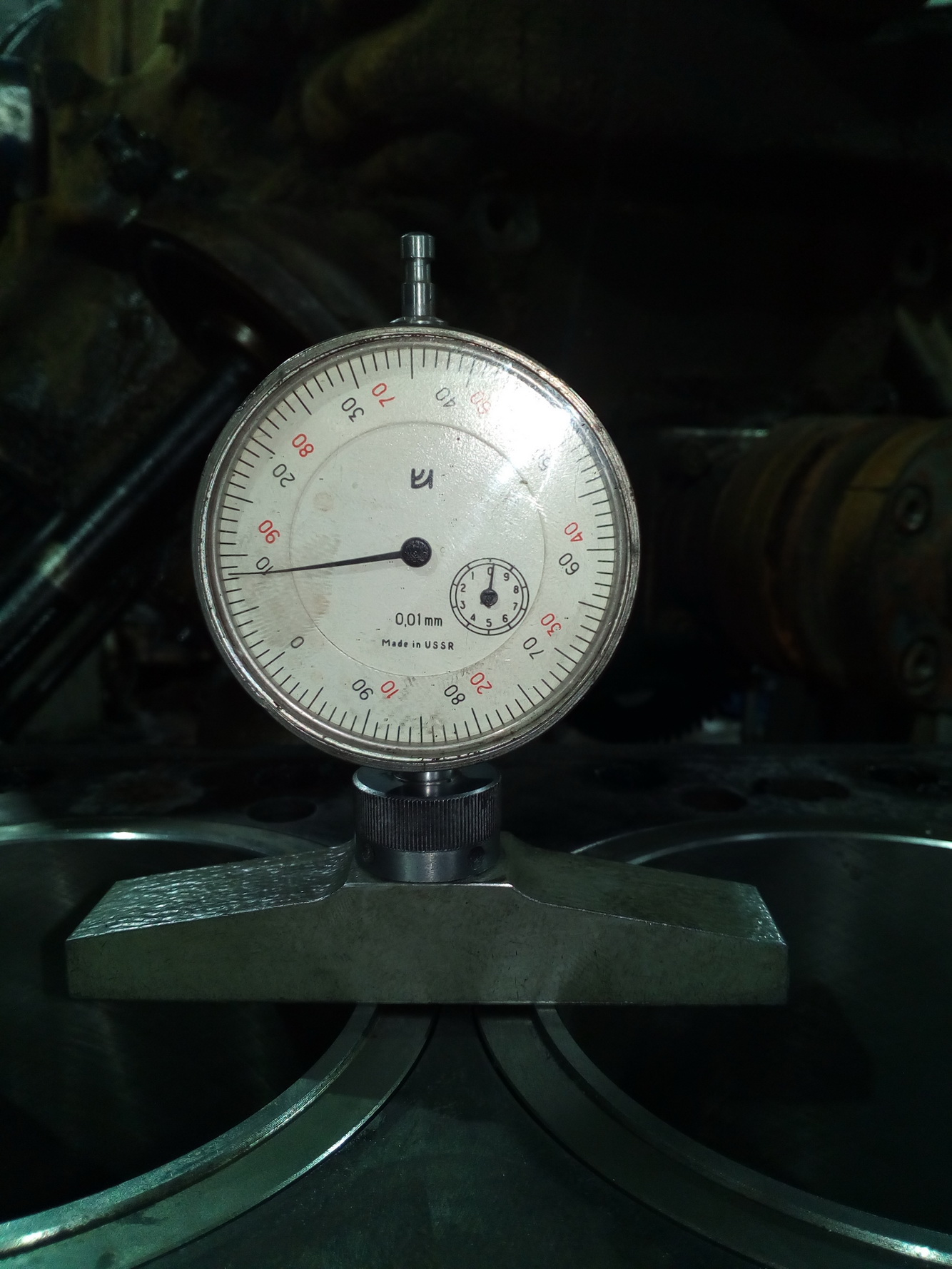
Ножка смещена на бурт гильзы справа.
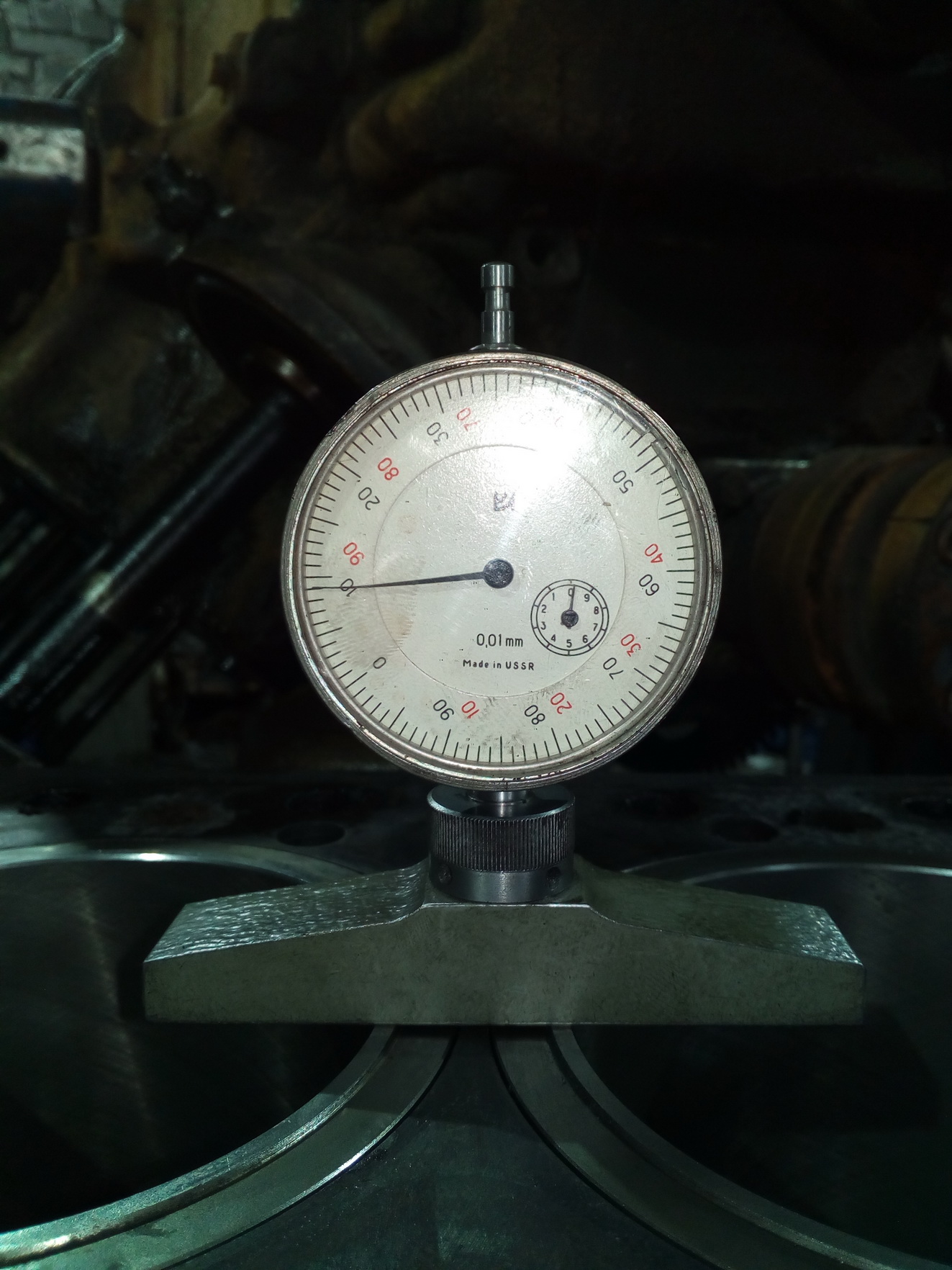
Ножка смещена на бурт гильзы слева.
Нормальный посадочный упорный бурт блока цилиндров.
блок можно использовать.

Плохой посадочный упорный бурт блока цилиндров.
блок нельзя использовать.

Качественная прокладка ГБЦ.
если у кого есть какие еще варианты проверенные временем, то буду рад их услышать.
там инструкция кстати прилагается, но мы используем то, что я написал выше. Работает.
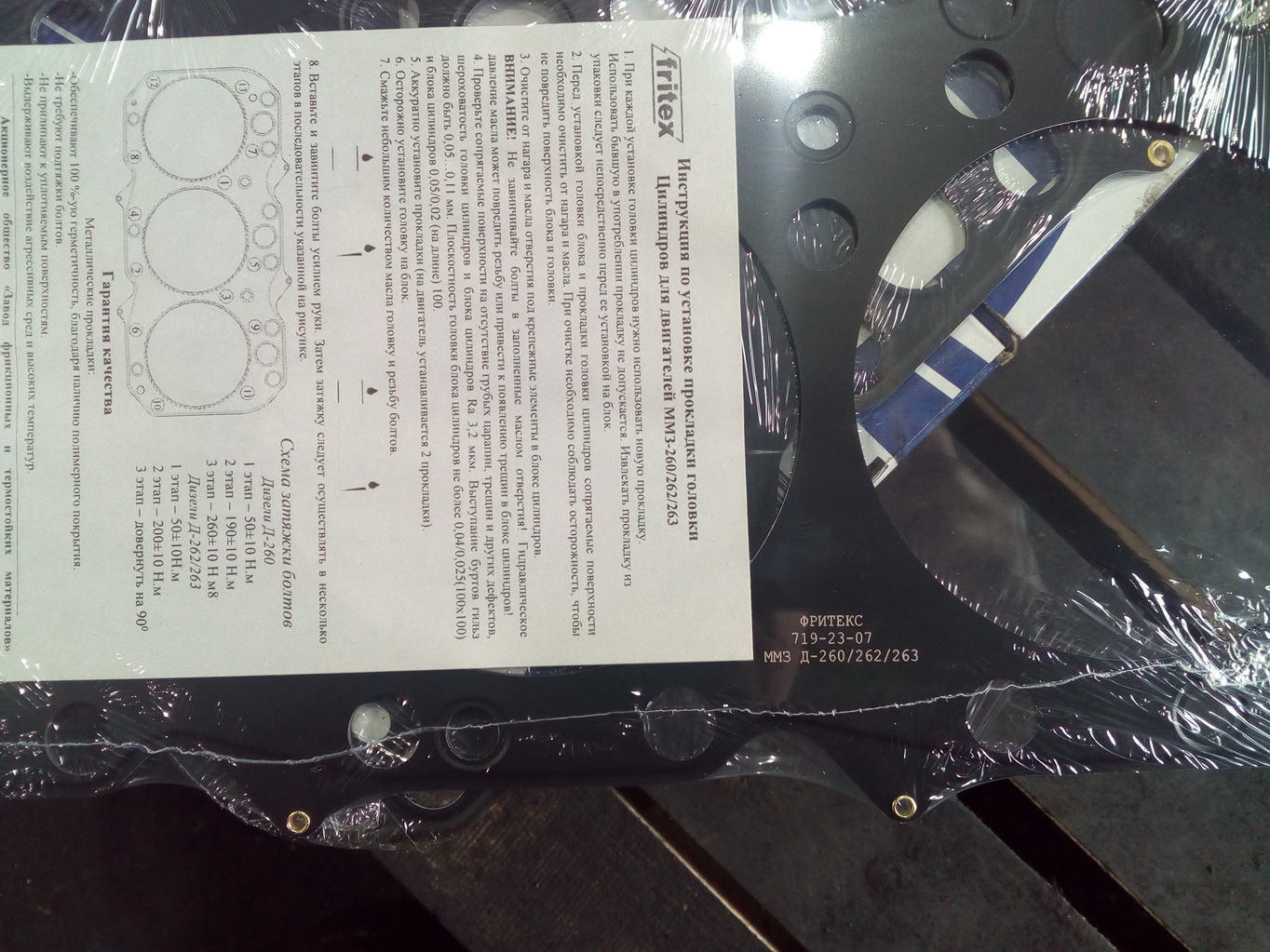
прокладка "ноунейм" - не используем в работе, иногда пытаются всучить, возвращаем.
обратите внимание на отбортовку в районе огневого пояса
этого быть категорически не должно.
фото прокладки сделано с двух разных сторон.


пока вроде все.
установка на ноль, ножка на перемычке между гильзами.
Ножка смещена на бурт гильзы справа.
Ножка смещена на бурт гильзы слева.
Нормальный посадочный упорный бурт блока цилиндров.
блок можно использовать.
Плохой посадочный упорный бурт блока цилиндров.
блок нельзя использовать.
Качественная прокладка ГБЦ.
если у кого есть какие еще варианты проверенные временем, то буду рад их услышать.
там инструкция кстати прилагается, но мы используем то, что я написал выше. Работает.
прокладка "ноунейм" - не используем в работе, иногда пытаются всучить, возвращаем.
обратите внимание на отбортовку в районе огневого пояса
этого быть категорически не должно.
фото прокладки сделано с двух разных сторон.
пока вроде все.
-
Malkin
- Технический директор
- Сообщения: 495
- Зарегистрирован: 06 сен 2017, 21:30
- Откуда: Ульяновская область.
Re: проблема с двигателем д-245.9
Спасибо! Все по делу и на опыте!
Re: проблема с двигателем д-245.9
Вот еще образец нормальной прокладки.

Re: проблема с двигателем д-245.9
здравствуйте уважаемые мотористы.стало ясна причина двух последних выбивания прокладок гбц.подрядная организация собирала двигатель и заменила болты гбц.большие болты( 135мм) оказались бракованные !! 4 болта на 5 мм больше , остальные на 1-2мм.по предыдущим случаям у меня новая версия ( если это не микротрещина в гбц) .водители на выход охлад.жидкости в 4 цилиндре( отверстие с торца) установили электронасос ( с газелии что ли) для эффективности работы печки. так как выбивало постоянно в 3 и 4 цилиндре думаю в рубашки охлаждения создавался ваккуум и происходил термический местный нагрев.сейчас отключили этот насос и двигатель пока работает нормально проверея эту версию. в теоритических руководствах про прокладки гбц ещё описано про разрушение прокладки из за детонации,повышеные цикловая подача тнвд и ранее начало впрыска.но мне что тто неверится так как ранее не встречался с таким.
Re: проблема с двигателем д-245.9
На сайте ММЗ ранее была информация такого типа - при раннем моменте впрыска пробой прокладки ГБЦ неизбежен
сейчас мне ее найти не удалось.
а детонация однозначно ведет к пробою прокладки.
повышенная цикловая подача будет проявляться дымностью, особенно на холодную.
Re: проблема с двигателем д-245.9
О головке цилиндров 240-1003011 производства КНР, предоставленной
дилером УП «ММЗ» для контрольного ее исследования.
Головка цилиндров 240-1003011 производства КНР была исследована в лаборатории ОГК УП «ММЗ». В результате исследования выявлены грубые отклонения параметров головки цилиндров от требований конструкторской документации:
1. Увеличены диаметры центрирующих отверстий под форсунку на 0,05…0,1 мм.
Подобные отклонения вызывают перекос форсунок в расточке в процессе затяжки болтов крепления, что неизбежно приводит к зависанию иглы распылителей с потерей мощности двигателя. Через непродолжительное время происходит заклинивание иглы и полный выход распылителя из строя. При подобном дефекте распылитель начинает «лить», двигатель работает со стуком. Возможно оплавление камеры сгорания и заклинивание поршней.
2. Не выдержаны размеры гнёзд клапанов: размер до калибровой линии на 0,2…0,3 мм меньше заданного чертежом. Использованы клапаны с увеличенным размеров до калибровой линии. Это привело к уменьшению утопания клапанов до 0,85, вместо допустимого 1…1,25 мм.
Недостаточное утопание клапанов приводит к ударам поршня по клапанам, что вызывает их рассухаривание. При рассухаривании клапана он попадает в цилиндр, вызывая тяжёлую аварию двигателя: повреждение поршней, гильз цилиндров, зачастую обрыв шатуна с повреждением блока цилиндров, распредвала и коленвала.
3. Диаметры отверстий под клапаны в направляющих втулках завышены на 0,01…0,03 мм, что соответствует износам направляющих втулок в течение около 1000…2000 часов.
Увеличение внутреннего диаметра направляющих втулок увеличивает прорыв картерных газов, ухудшает условия смазки клапанов, что приводит к их заклиниванию и поломкам.
4. Впускные отверстия в стаканах головки цилиндров имеют диаметр 46,3 мм вместо 48++1,032 мм по чертежу.
Уменьшение впускных отверстий уменьшает наполнение цилиндров воздухом и соответственно мощность двигателя, повышает дымность отработавших газов и их температуру, что приводит к перегреву дизеля и его заклиниванию.
5. Во внутренней полости головки цилиндров имеются пригары формовочной смеси между бобышками под форсунки и выпускными каналами, имеются приливы, не заданные чертежом.
Ухудшение качества поверхности «рубашки» охлаждения приводит к перегреву и закоксовыванию сопловых отверстий распылителей форсунок, к общему перегреву и заклиниванию двигателя.
На основании изложенного, использование головок цилиндров производства КНР на дизелях УП «ММЗ» недопустимо.
ссылка на документ
дилером УП «ММЗ» для контрольного ее исследования.
Головка цилиндров 240-1003011 производства КНР была исследована в лаборатории ОГК УП «ММЗ». В результате исследования выявлены грубые отклонения параметров головки цилиндров от требований конструкторской документации:
1. Увеличены диаметры центрирующих отверстий под форсунку на 0,05…0,1 мм.
Подобные отклонения вызывают перекос форсунок в расточке в процессе затяжки болтов крепления, что неизбежно приводит к зависанию иглы распылителей с потерей мощности двигателя. Через непродолжительное время происходит заклинивание иглы и полный выход распылителя из строя. При подобном дефекте распылитель начинает «лить», двигатель работает со стуком. Возможно оплавление камеры сгорания и заклинивание поршней.
2. Не выдержаны размеры гнёзд клапанов: размер до калибровой линии на 0,2…0,3 мм меньше заданного чертежом. Использованы клапаны с увеличенным размеров до калибровой линии. Это привело к уменьшению утопания клапанов до 0,85, вместо допустимого 1…1,25 мм.
Недостаточное утопание клапанов приводит к ударам поршня по клапанам, что вызывает их рассухаривание. При рассухаривании клапана он попадает в цилиндр, вызывая тяжёлую аварию двигателя: повреждение поршней, гильз цилиндров, зачастую обрыв шатуна с повреждением блока цилиндров, распредвала и коленвала.
3. Диаметры отверстий под клапаны в направляющих втулках завышены на 0,01…0,03 мм, что соответствует износам направляющих втулок в течение около 1000…2000 часов.
Увеличение внутреннего диаметра направляющих втулок увеличивает прорыв картерных газов, ухудшает условия смазки клапанов, что приводит к их заклиниванию и поломкам.
4. Впускные отверстия в стаканах головки цилиндров имеют диаметр 46,3 мм вместо 48++1,032 мм по чертежу.
Уменьшение впускных отверстий уменьшает наполнение цилиндров воздухом и соответственно мощность двигателя, повышает дымность отработавших газов и их температуру, что приводит к перегреву дизеля и его заклиниванию.
5. Во внутренней полости головки цилиндров имеются пригары формовочной смеси между бобышками под форсунки и выпускными каналами, имеются приливы, не заданные чертежом.
Ухудшение качества поверхности «рубашки» охлаждения приводит к перегреву и закоксовыванию сопловых отверстий распылителей форсунок, к общему перегреву и заклиниванию двигателя.
На основании изложенного, использование головок цилиндров производства КНР на дизелях УП «ММЗ» недопустимо.
ссылка на документ
Re: проблема с двигателем д-245.9
Изменения внесены с мая 2016: болты крепления головки цилиндров 240-1002047-Б и 240-1002047-Б-01, изготовленные из стали 40Х и имеющие накатку резьбы по всей длине стержня, исключены из комплектации дизелей
С мая 2016 г. болты крепления головки цилиндров 240-1002047-Б и 240-1002047-Б-01, изготовленные из стали 40Х и имеющие накатку резьбы по всей длине стержня, исключены из комплектации дизелей. Взамен их применяются болты 245-1002047 и 245-1002047-01 изготовленные из стали 40ХН или 40ХН2МА и имеющие накатку резьбы на стержне 33 мм от торца.
Установку болтов на дизели необходимо проводить в соответствии с конструкторской документацией.
Различия между болтами можно определить по внешнему виду. Болты 240-1002047-Б/047-Б-01 имеют накатку резьбы по всей длине стержня. Болты 245-1002047/047-01 – имеют «лунку» на торце головки и длину резьбы 33 мм. На болтах 240-1002047/047-01 длина резьбы 33 мм, а «лунка» на торце головки отсутствует.
С мая 2016 г. болты крепления головки цилиндров 240-1002047-Б и 240-1002047-Б-01, изготовленные из стали 40Х и имеющие накатку резьбы по всей длине стержня, исключены из комплектации дизелей. Взамен их применяются болты 245-1002047 и 245-1002047-01 изготовленные из стали 40ХН или 40ХН2МА и имеющие накатку резьбы на стержне 33 мм от торца.
Установку болтов на дизели необходимо проводить в соответствии с конструкторской документацией.
Различия между болтами можно определить по внешнему виду. Болты 240-1002047-Б/047-Б-01 имеют накатку резьбы по всей длине стержня. Болты 245-1002047/047-01 – имеют «лунку» на торце головки и длину резьбы 33 мм. На болтах 240-1002047/047-01 длина резьбы 33 мм, а «лунка» на торце головки отсутствует.
-
Malkin
- Технический директор
- Сообщения: 495
- Зарегистрирован: 06 сен 2017, 21:30
- Откуда: Ульяновская область.
Re: проблема с двигателем д-245.9
Здравствуйте, нужна помощь в вопросе Д-245/Евро-2/Тнвд 773. Слипается ТНВД ож(тосол/антифриз), но в системе залита вода! В масле имульсии нет...
Re: проблема с двигателем д-245.9
как говорится - дыма без огня не бывает.
что антифриз, что вода могут дать такой эффект.
даже масло, плохого качества, может дать такой эффект.
снимаем насос, отмываем, регулируем, ставим.
меняем масло.
устраняем все видимые течи ОЖ.
эксплуатируем технику, внимательно наблюдая за уровнями ОЖ и масла.
в случае понижения уровня ОЖ ищем течь в масляный картер.
кстати, в последнее время на двигателях Евро-2; 3 появилась проблема с утечкой ОЖ через теплообменник.
причем в системе охлаждения следов масла не видно.
логика поиска:
при полностью заполненной и герметичной системе охлаждения снимаем теплообменник с корпуса фильтра,
сам теплообменник остается подключенным к системе охлаждения!
создаем в системе охлаждения давление 0,3-0,7 бар (сжатым воздухом), можно снять любой тонкий шланг с расширительного бачка.
и ждем некоторое время.
у нас так два теплообменника, за последних три месяца, пошли в утиль.
один как раз из за "Слипающегося" насоса.
Последний раз редактировалось yuri_sh 21 мар 2023, 16:13, всего редактировалось 1 раз.
Re: проблема с двигателем д-245.9
добавлю, уплотнительная резинка, под корпус теплообменника, подходит от самого масляного фильтра.
вдруг кто не знал.
вдруг кто не знал.
Re: проблема с двигателем д-245.9
здравствуйте.сегодня поставил металлическую прокладку фритекс по вашим рекомендациям.всё работает и негде не капает.снегоболотоход тайга отработала смену хорошо!вопрос эта прокладка не требует повторной протяжки через 30 часов работы?